|
专业词汇
|
Professional Words
|
词汇解释
|
|---|---|---|
|
Respiration of Barley
|
在贮存期间,即使大麦所有的生命功能受到了最大程度的限制,大麦的生命呼吸仍将继续。呼吸时出现的化学变化可以用以下简式表达:
C6H12O6 6O2 - 6CO2 6H2O = 2822 kJ
呼吸必需氧气。缺氧时会导致分子内的呼吸,此时会产生对胚有毒性的物质(比如:隆类和醇类物质),这些物质会使胚死亡,因此应给贮存大麦通风。由于呼吸会消耗自身物质(主要是淀粉,它以葡萄糖C6H12O6的形式而消耗),会导致淀粉(构成浸出物的最重要物质)损失,因此它的损耗应尽可能降低。
呼吸消耗淀粉越少,制麦损失就越小,企业收益就越好。
|
|
|
Buffer Tanks
|
为避免压力冲击以及保证过滤流出的绝对均匀性,人们通常在过滤机前后分别连接一个立式带喷头以便于清洗的罐叫缓冲罐。
|
|
|
Procedural Steps In the Filling of Returnable Glass Bottles
|
回收瓶的灌装过程从准备阶段到灌装后处理必须经过一系列工艺步骤:
• 预检验;
• 洗瓶;
• 检验空瓶洁净度和完好性;
• 灌酒和封盖;
• 检验瓶装酒;
• 必要时采用隧道式巴氏杀菌;
• 贴标签和装饰。
上述过程中还涉及各种形式的实验瓶子、 箱子以及垛板等包装物的输送的设备。
|
|
|
Treatment and Storage of the Yeast Crop
|
酵母回收后必须采用合适的方法对其进行处理和保存。主要包括:
• 对回收酵母进行通风或不通风处理;
• 酵母保存温度;
• 保存方式;
• 回收酵母的质量检查。
|
|
|
Monitoring the Yeast Crop
|
每家啤酒厂都会希望其生产酵母拥有良好的质量,因为许多工艺与啤酒感官质量上的不利影响均直接与酵母质量相关。这包括:
• 含硫的酵母口味;
• 泡沫稳定性差;
• 苦味宽广,后苦;
• 啤酒中pH升高0.1~0.2;
• 发酵时间延缓;
• 双乙酰先含量升高,还原不够;
• 啤酒有害菌污染严重,酵母活力差;
• 酵母死亡细胞比例升高;
• 酵母的凝聚性能下降;
• 酵母沉降后呈汤状,不稠;
• 还原不够导致啤酒口味稳定性下降;
• 过滤问题。
因此每次发酵结束后均应对酵母进行检查,特别要重点检查以下内容:
• 是否污染有害微生物。若酵母己感染,则污染物会被带入下一次发酵过程中并随使用代数的增加而对啤酒质量产生越来越坏的影响;
• 酵母死亡细胞含量。最好低于3%,绝对不能高于5%。低死亡细胞含量意味着酵母的高活力。
因此必须定期对降糖情況与后熟所需时间进行检查,以能够对酵母活力做出评判。
下面发酵酵母一般会使用5~6代,有时也仅使用1~2代。上面发酵酵母使用代数明显更久,使用5~15代非常多见。有些啤酒厂,其上面发酵酵母会使用长达一年或更长,中间完全不进行扩培操作。不过应用锥形罐来生产小麦啤酒重复使用酵母时必须特别加以注意。
每次发酵结束后均应检查酵母中是否已污染啤酒有害菌,以免污染下一次发酵过程。只有确保相关操作过程完全清洁干净,才能避免污染的出现。
良好的接种酵母必须能够达到以下要求:
• 不含啤酒有害微生物;
• 死亡酵母细胞不超过3%;
• 起发速度必须快;
• 能够达到高发酵度;
• 能够连续使用8~10代,不出现发酵能力变化;
• 沉降后应保持黏稠的酵母泥状;
• 外观上应洁净,不能含有大量凝固物;
• 能够给啤酒带来优良的风味质量。
死亡细胞含量的检查仍多采用甲基蓝染色法,死亡细胞会被染上颜色,活细胞则不会。
|
|
|
Aeration of the Yeast Crop
|
回收酵母应尽可能迅速地重新被用来接种,通风处理可以极大地改善酵母的活力。在氧气能够进入细胞体内之前,其中的CO2气体必须首先被排除。排除CO2并通氧的过程需持续2~3h。如此处理后的回收酵母可以立即用来接种。通入氧气将使细胞的代谢过程重新转向呼吸代谢,从而获得更多的能量,不会消耗太多的体内储备碳水化合物。
如果酵母细胞不需要马上用来接种,那么建议首先不要对回收酵母进行通风,以免激活酵母细胞体内的能量代谢过程,因为有氧情况下呼吸代谢将开始作用,但此时却没有足够的能量供应物质(麦汁)存在。因此只会造成酵母细胞更加强烈地分解自身储备物质导致发酵开始时体内所储备物质含量不足。所以说经过如此处理后的酵母其生理状态将比较糟糕,往往也会在下一代酵母中以较高的死酵母比例表现出来。因此酵母在接种前才能进行通风处理。
|
|
|
Cleaning of Returnable Glass Bottles
|
所有回收瓶都必须经过清洗才能重新用于灌装。洗瓶的目的就是使瓶子达到下列状态:
• 洁净;
• 无菌;
• 无残留物。
由于由消费环节回收的瓶子可能已经非常不干净,而且表面磨损严重,因此,洗瓶是一项十分艰巨的任务,洗瓶机也自然成为灌装线上最庞大的设备之一。在开始洗瓶之前先需对其进行分选,因为有可能:
• 瓶高、形状及颜色不合格;
• 瓶口不合要求;
• 瓶口还残留各种盖子。
|
|
|
Control of The Cleaned Recyclable Glass Bottles
|
经过洗瓶机处理之后的瓶子仍然可能带有某种缺陷或问题,诸如:
• 破损,如瓶口部;
• 不均匀一致,或磨损严重,如摩擦环的磨痕;
• 含残液,甚至碱液;
• 附着顽渍;
• 带有异物等不明物。
为了确保灌装饮料之前瓶子洁净和完好,须应用空瓶检验机进行检验。空瓶检验技术必须为经营者以及消费者提供保障,只有满足国家法定的瓶子或符合行业普遍要求的瓶子才准用于灌装。在洗瓶之前还须确保:
• 除掉残留的瓶盖;
• 除去形状不合要求的瓶子;
• 除掉环身标。
空瓶检验机如下。
现在,空瓶检验都采用电子方式借助多台CCD点阵摄像机进行。验瓶机有两种基本结构形式:
• 回转式;
• 直线式。
两种形式验瓶机操作的占地相差无几,但也有不少差异。
回转式验瓶机的检验过程是在瓶子做圆周运动中进行的。
直线式验瓶时瓶子只做直线运动,通过各个检验站并进行单项检验。
对于玻璃瓶,两种结构形式的验瓶机都适用,但现在直线式越来越流行。
一台空瓶检验机可能包括:
• 一个或两个用于检验瓶壁的带摆动反射镜的摄像机;
• 一台瓶底检验摄像机;
• 一台瓶口检验摄像机;
• 一个高频电磁波一碱液检验单元;
• 一个红外光一残液检验单元;
• 一台瓶子内壁检验摄像机;
• 一台检验螺纹的摄像机(采用旋盖时)。
各检验系统的工作原理分述如下:
(1)瓶外壁检验;
(2)瓶底检验;
(3)瓶口检验;
(4)螺纹检验;
(5)瓶口密封面检验;
(6)残液检验。
|
|
|
Whirlpool
|
回旋沉淀是家酿的一个重要环节。回旋沉淀发生在熬煮结束关火时,伴随着麦汁冷却过程进行。
在关火后,利用勺子等工具按照相同方向搅动麦汁,使其在中间形成一个漩涡。麦汁流动的同时带动热凝固物参与旋流,这样热凝固物会渐渐积聚在熬煮锅底部的中央,形成一个似圆锥的沉淀物。
|
|
|
Fire-Tube Exhaust Gas-Tube Boilers
|
燃烧在火管中进行,烟道将烟气吸出。火管和烟道都在水房中。
由于其水容量大,这种锅炉也叫做大水室锅炉。作为双火管大水室锅炉,几十年来保证了啤酒厂的蒸汽供给。如今还在生产功率可达每小时30t蒸汽的新式双火管锅炉。
大水室锅炉的明显优点是:
• 其结构十分坚固, 水容量大,能够适应并平衡生产用水的不均匀性;
• 其蒸发表面积大,能够提供相对干燥的蒸汽。
|
|
|
Reciprocating Piston Compressor
|
压缩机的任务是对冷氨气体进行压缩。活塞式压缩机是最早在啤酒厂中使用的机型。这种压缩机长时间被设计成卧式,运行缓慢,经常同蒸汽机联合使用。如今人们主要使用立式、运转快、功率范围为100000~300000kJ/h的压缩机。
这种压缩机是靠来回运动的活塞加上开一关阀门进行压缩的。在活塞式压缩机中氨被加热到90~100°C。
活塞式压缩机主要由多个圆柱组成,其活塞在一个共同的活塞杆上动作。机体通过隔墙分为曲轴箱、吸气室和压力室。根据其结构人们将它分为:
• 开启式压缩机,它具有一个封闭的、处于制冷剂压力下的机体,靠外部的轴驱动;
• 半封闭压缩机(电动压缩机),其中电动机和压缩机安装在一起;
• 封闭式压缩机,电动机和压缩机安装在一个完全焊接封闭的机体中(无油封压缩机)。
|
|
|
Mechanical Cleaning
|
即使容器内部很干净,也必须清洗诸如弯管、盖子、阀门、接长件等附件,这种清洗一般在池子里进行。此外,不能移动的外部附件,如支架之类必须进行机械清洗。通常使用小型的可移动高压水枪。
所有CIP循环无法作用的部件必须使用刷子手工清洗和杀菌,对此仅进行喷冲通常是不够的。
属于这些部件的有:旋塞阀、球阀、滑阀、轴控制阀和取样阀。它们通常采取手工拆卸和清洗,再用硅树脂固定和安装。
即使CIP清洗系统中所有的容器都已被清洗,也远不能说明每一处都已整洁和干净。此外还需要完成以下程序:
• 地板刷洗;
• 容器外部的清洗;
• 墙壁粉刷;
• 打扫和清洁升降孔和升降箱。
即便这些工作都己完成,也还要想到机械清洁部分,即:
• 清扫范围, 如粉碎间地板,必须打扫得干干净净;
• 厂区必须打扫干净,整个啤酒厂 不能找到任何一个死角。
|
|
|
Methanol
|
又称羟基甲烷、木醇(wood alcohol)与木精(wood spirits),是一种有机化合物,为最简单的醇类。
甲醇很轻、挥发度高、无色、易燃及有一个独特的气味非常相似乙醇(饮用酒)的气味。但不同于乙醇,甲醇有剧毒,不可以饮用。通常用作溶剂、防冻剂、燃料或变性剂,亦可用于经过酯交换反应生产生物柴油。
甲醇在啤酒酿造过程中不可生成。
|
|
|
Home Brewing
|
顾名思义,家酿是在家里面的酿造。在家里可以酿造啤酒,喝上自己酿的啤酒,是每一个家酿爱好者/啤酒爱好者的梦想。
家酿同样覆盖了啤酒酿造的全过程(特别针对全谷物出糖),是精酿的一种,另外的一种是商酿。商酿需要单独的设备来操作,每一批次酿造的体积较家酿大得多!
|
|
|
Alkalinity
|
通俗的说,碱度表达的是酿造用说呈碱性的程度。酿造用水的碱度主要取决于碳酸氢离子HCO3-的浓度。
|
|
|
Indirect Cooling with Glycol Cooling
|
啤酒行业几乎全部采用压缩制冷设备,很少采用吸收制冷设备。压缩制冷时,经过压缩的氨得到蒸发,而蒸发时所需的蒸发热始则通过吸收周围环境中的热量而获得,达到降低环境温度的效果。而氨的蒸发过程在一个蒸发器中实现,此时载冷剂(多为乙二醇)得到冷却。而载冷剂再被泵入制冷管或冷却夹套中,这种方法叫间接冷却。
在间接冷却过程中,氨的蒸发过程在一蒸发器中完成。蒸发时,载冷剂被降温到所需冷却温度3~4°C以下,然后被收集到一储罐中,在需要的时候才被泵送到相应制冷管或冷却夹套中去。
目前,载冷剂几乎全部使用乙二醇或丙二醇溶液,其浓度一般被控制在保证冰点为-15 ~ -10°C。该方的优缺点如下:
优点:
• 传热面上所需承受的压力较低;
• 在采用冷量储罐的情况下,能够保证制冷设备负荷均衡;
• 能够确保稳定的蒸发温度,始终维持在所需达到制冷温度3~4°C以下;
• 所需液氨量明显降低。
缺点:
• 制冷设备自身耗能更高;
• 所用管道直径必须更大、泵功率也需提高;
• 其它直接冷却方式的优点。
|
|
|
Alkaline Hot Caustic Cleaning
|
碱热清洗是一种广泛用于罐清洗的方法。即使用一定量的碱液 (NaOH或以此为基础物质的清洗剂)冲洗罐子。
热清洗的温度可高达90°C以上,条件是罐设计时应考虑到温度升高的情况。多数情況下并非如此,发酵罐往往只是在不超过35°C的温度下进行清洗罐子也可采用冷碱清洗,不过这种清洗方式效果不好。最好是采用碱和酸联合清洗。
|
|
|
Retaining Concentration In the Cleaning Caustic
|
瓶子经喷冲之后,碱液不能立即都流出来。可以预计,每个0.5L的瓶子在沥干10s之后仍残留有2~3g的液体,这意味着额定容量的0.5%。即使将瓶子沥干30s,瓶内尚存约1g液体。
如果再加上载瓶架及瓶盒等所携带的碱液或水,那么每个瓶子携带到下一个处理区的液体量将达到10~15mL。这个过程被称为碱迁移或介质迁移。
假设洗瓶机每小时处理30000个瓶子,并且连续运行10个h,这样将有300000个瓶子在这段时间经过洗瓶机。如果每个瓶子转移的液体量按10mL (0.01L) 计算,总共将有:300000 x 0.01L = 3000L = 30hL 的液体由一个处理区被转移至下一个处理区。
然而,每个区液体的实际损失几乎为零,因为被转移到下一个区的液体量又由上个区的转移量得以补偿。位于主碱槽前面的预浸泡槽是用热水或热碱液进行补充的。于是,由于这些预浸泡槽的液体转移直接进入主碱槽,所以总是导致:
• 主碱槽温度下降;
• 主碱槽水量增加,浓度下降;
• 主碱槽污物增多,污染加重。
因此,必须设法降低液体转移量。相应的措施包括:
• 延长瓶子沥干时间;
• 在喷冲站末级只进行瓶子内部喷冲;
• 碱液只进行瓶子内部喷冲。
随着碱的损失碱液浓度自然不断下降。为了确保清洗效果,必须持续地补充碱以保持浓度。通过一
|
|
|
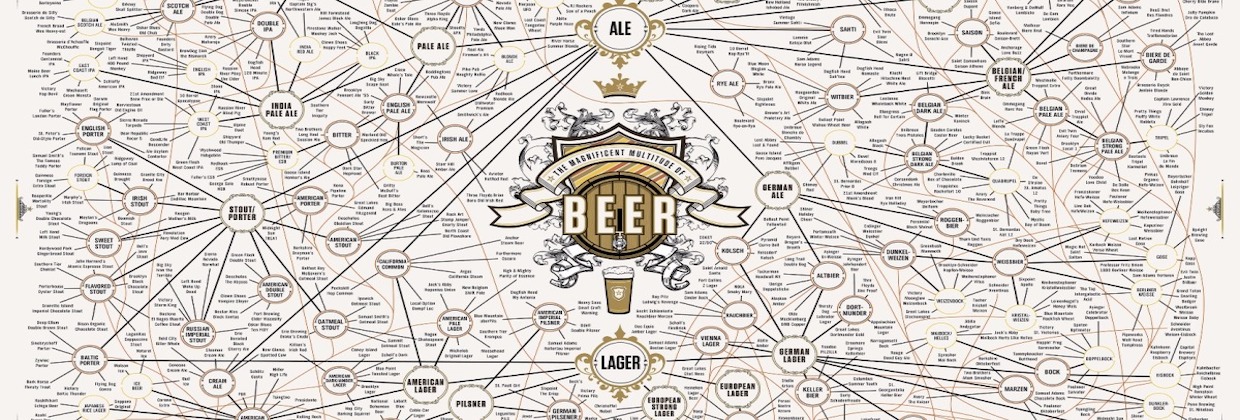
Yeast
|
酵母被认为是酿酒师最好的伙伴。在啤酒酿造中,麦汁中的糖分被发酵成酒精与二氧化碳,同时酵母新陈代谢产物可影响啤酒的口味和特点。
啤酒酵母可分为艾尔酵母 (Ale)和拉格酵母 (Lager)。艾尔酵母在发酵阶段会上浮,也被称为上发酵酵母 (Top Fermenting Yeast),适宜发酵温度相对较高。拉格酵母在发酵过程中会下沉到发酵罐底部,故被称为下发酵酵母 (Bottom Fermenting Yeast),其适宜发酵温度相对较低。
|
|
|
Method of Storage of Yeast Crop
|
以前最常用的处理方式是对回收酵母进行水洗、过筛,然后在水中加以保存。过筛时多采用振动筛。过筛时凝固物得到分离,酵母细胞得到均匀分配。但是水洗和过筛时存在非常高的污染可能性,因此现在已经基本不再对酵母进行过筛处理。
同样,现在已经不再使用酵母盆在水中保存酵母,因为此时酵母体内物质会被带出。由于渗透压的作用,酵母体内的维生素、矿物质和氨基酸将进入水中,导致酵母活力下降。因此最好将酵母保存在已经发酵结束的啤酒中。如果需要将酵母保存于水中,那么一定要控制特别低的温度,而且要加入部分麦汁,同时不能进行通风操作。因为有氧后,醋酸菌可以通过酒精氧化获得繁殖所需能量。
在有些国家,经常会向回收酵母中加入硫酸、磷酸或柠檬酸,将pH降低到2.0~2.5并保持最长作用时间12h左右。在如此低的pH下,有害污染微生物其生长将得到抑制,而酵母能够较好地承受如此酸洗过程。尽管如此,酵母的活力仍然会受到不利影响。此时最好重新采用纯种扩培酵母。
|
|
|
Temperature of Yeast Storage
|
酵母所需储存时间越长,那么储存温度就应越低。低温短时是酵母保存的最佳方式。即使是采用高温发酵工艺,如果回收酵母在低温下存放其发酵性能不会受到影响。
低温保存的唯一不利影响是当温度变化太过急剧会给酵母带来冲击,酵母会向麦汁中分泌物质,特别是氨基酸和核苷物。其中只有氨基酸能够在几个小时以后被酵母细胞重新吸收。
如果酵母所需保存时间很短,建议如下:
• 将温度控制在接种温度范围,但不能高于8°C;
• 如果需要保存整个周末,最好将温度控制在3~5°C;
在糖化过程出现断档时酵母必须保存在0~1°C以下,而且必须:
• 将酵母保存在含有一定残余浸出物的啤酒中;
• 或者是将酵母保存在加有一定量麦汁的啤酒中如果需要保存时间特别长,建议将酵母进行压榨处理,然后保存在0~1°C左右。
|
|
|
Pure Yeast Culture Propagation
|
发酵必需的酵母量可通过纯种培养来获得。
酵母纯种培养:分离并挑选出合适、健壮的酵母细胞,然后在无污染条件下进行繁殖,直至达到接种所需的酵母添加量为止。
酵母的纯种培养分为以下3个阶段:
(1)获得合适的酵母细胞;
(2)实验室扩培,直至达到5~10L高泡嫩啤酒;
(3)车间扩培,直至达到接种所需添加量。
|
|
|
Membrane Filtration of The Yeast
|
在膜过滤机中,液体不是垂直穿过过滤面,而是以切线方向流过微孔滤膜表面。浓度很稀的啤酒渗过滤膜得到过滤,而酵母浓液则继续向前流动。该过滤方式被称为“错流过滤”。错流过滤无需过滤助剂,被越来越多地用来从酵母中回收啤酒。当设备设计合理时,既可回收到质量很好的啤酒,又能提高经济效益。
|
|
|
Methods of Collecting Yeast
|
锥形罐是在下酒之前由锥底排出酵母的。此时可借助不同方式来回收:
• 可以利用酒液柱的静态压力来回收酵母;
• 也可额外投入合适的泵,可确保回收过程流量的稳定。酵母回收泵多采用膜泵、离心活塞泵或偏心蜗杆泵,并且可以附带有浊度测量装置。
回收时必须保证锥底的酵母能够缓慢滑落,酵母泥和酒液之间的水平交界面不能被破坏。如果酵母排放过,那么罐壁旁边的酵母就无法下滑,形成一个漏斗形出料口,这时排出的则主要是啤酒。过多啤酒进入回收酵母中在后续生产过程中又要通过复杂的处理技术来加以回收。因为锥形罐的罐径多为80或100mm,无法实现缓慢排液过程,所以建议排放酵母时在出口处增加一个减速装置,通过减速调节来保证酵母能够均匀缓慢排出。
对酵母排放过程具有积极影响的因素有:
• 内表面经过电子拋光处理的锥底;
• 较小的锥角(60°~70°);
• 脉冲输送泵。所形成的脉冲被传递到酵母泥以后促进滑落过程。
|
|
|
Time of Yeast Cropping
|
酵母回收时刻,酵母应该尽可能早地多次加以回收,原因如下:
• 酵母的沉降过程并不完全遵从人的意愿。即使在对流强烈的主酵结束后,后熟结束时仍然会发现酒液上部的细胞浓度要高一些,这主要是因为那些发酵力强的酵母细胞的上升运动所引起的。即使在低温贮酒阶段也不时会出现来自锥底部分的“酵母云”的翻腾现象。尽管如此,绝大部分酵母细胞仍然会不断沉降到锥底。对沉降所需时间影响最大的自然是发酵罐的高度(沉降路径)。已经沉淀下来的酵母应尽可能立即与酒液分离开来;
• 随着啤酒成熟度的不断增加,其中的酵母细胞会越来越多地向酒液中释放出分泌物,特别是低分子蛋白质,酵母细胞此时已经不能再吸收这些物质,从而对啤酒泡沫造成不利影响;
• 随着啤酒成熟度的不断增加以及冷贮酒时间的延长,酵母会向酒液中分泌出蛋白酶A。它会分解酒液中存在的泡沫积极成分,使啤酒泡沫质量明显下降。这一点特别是对纯生啤酒影响重大,因为纯生啤酒生产过程中没有热处理过程,这些酶将会一直待到成品啤酒中。回收时刻早的酵母其分泌蛋白酶的特征明显低于回收时刻晚的酵母。处于悬浮态的酵母其分泌能力也远远低于已经沉降下来的酵母。因此及时回收酵母能够提高啤酒质量;
• 酵母生理状态不佳时会生成更多的自溶产物,对后续发酵过程不利。这些由蛋白质、糖原和甘露聚糖组成的络合物溶解后,会形成浑浊,直至带来过滤困难;
• 酵母细胞主要对位于大罐底部的高CO2分压压力特别敏感,因为这会导致酵母体内CO2含量的上升。酵母细胞能够耐受物理压力的能力远远高于CO2耐受力。酵母在锥底停留时间越长,其生理状态就会越差,因为此时已经没有多少可供利用的营养成分存在,且酵母浓度也特别高。特别是那些老酵母细胞(拥有多个芽痕)一旦储备物质被消耗殆尽,就会开始代谢其自身细胞的结构物质,该过程被称为自溶。此时内分泌酶类会将细胞内部以及最外围的细胞膜分解,氨基酸、脂肪酸以及多种酶类等被游离出来。整个细胞代谢过程失去控制,酵母细胞开始死亡。这些分泌出来的物质对啤酒质量具有非常不利的影响:
• 游离的氨基酸和蛋白分解酶会破坏啤酒口味和泡沫稳定性;
• 脂肪酸,特别是不饱和脂肪酸,会给啤酒口味稳定性带来不利影响;
• 这些分泌物质是啤酒中可能出现的污染微生物的良好培养基;
• 啤酒的pH会升高。该指标是一个十分明显的酵母自溶指示信号。
通过染色镜检所检测到的死酵母细胞含量应尽可能低,不要超过3%。如果死亡酵母含量进一步升高,则酒液中出现自溶产物的可能性将大为增加。
|
|
|
Yeast Pitching
|
酵母接种指的是将酵母 (干粉酵母、液态酵母或酵母泥)加入到冷却麦汁的过程。
酵母接种时一要注意接种温度,理想状态下酵母的接种温度为其发酵温度;二要注意接种量,我们拿普遍使用的干粉酵母为例:在适宜发酵温度范围内,推荐 1g 的艾尔干粉酵母配上 2L 麦汁,1g 的拉格干粉酵母配上 1L 麦汁;最后是要注意的是接种时的卫生条件,让酵母在理想的麦汁环境中繁殖及发酵!
|
|
|
Yeast Pitching Rate
|
酵母接种量指的是每毫升单位浓度下的接种酵母细胞数量。细胞数量的单位是个,即使在 1ml 体积内酵母细胞的数量也非常巨大,所以通常是 百万个酵母细胞。单位浓度一般指的是每糖度 (°P)。那么酵母接种量的单位就是:百万细胞/毫升/糖度。
|
|
|
Yeast Starter
|
酵母扩培过程的目的实在最快时间内、无菌环境中培养出具有特定代谢产物,能够适合正常发酵并酿造出优质啤酒的接种酵母。酵母繁殖过程必须有三个条件得到满足,这就是氧气、氨基酸以及微量元素的供给。
在锥形烧瓶中准备适量麦汁(一般为待接种体积的10%),将酵母置于其中,等待其开始繁殖。当接种用麦汁上层出现剧烈泡沫时表明酵母进入对数生长期,也就是发酵旺盛期。此时酵母数量已大大增长,酵母活力达到最旺盛期,可将此麦汁投入到待接种麦汁中,完成接种过程。此过程也可被称为制作高泡酒!
|
|
|
Yeast Cold Contact Process
|
这种方法将麦汁和酵母在-2°C时被均匀混合。在这种条件下酵母几乎不产生酒精,但还是会发挥其重要性来增加啤酒的香味,并除去麦汁口味。有机酸和酒花香味物质以及各种醋类也会增加。重要的是作为麦汁口味载体物质——碳酰化合物 (乙醛)的含量必须降低。
使用酵母冷接触方法生产的啤酒,从分析和品尝口味角度来看具有优势。
|